What are the advantages of 7500T hydraulic Aluminum extrusion machine?
Jul 15, 2024
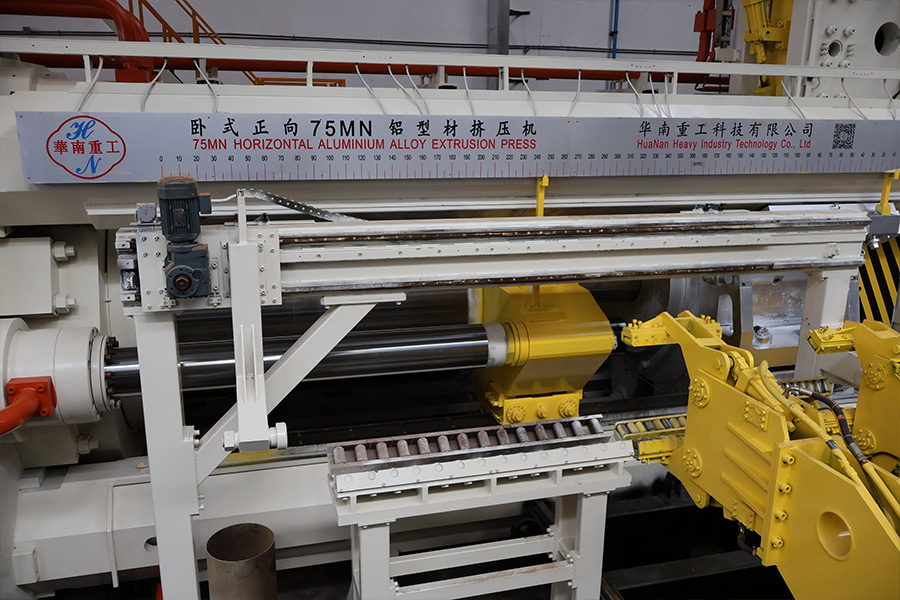
The 75MN horizontal short-stroke front-loading single-action aluminum alloy profile extrusion machine adopts a horizontal three-beam and four-column prestressed composite frame structure, a forward extrusion method, direct drive by an oil pump, and is equipped with advanced foreign electromechanical and hydraulic control components and systems, and The complete set of mechanized auxiliary equipment adopts PLC and computer two-level control to accurately control the speed, position and pressure of the press. The technology used embodies the development trend and advanced technology level of contemporary extrusion presses, and is suitable for production. Manufacturing, operation and maintenance are conducive to improving production efficiency and reducing usage costs.
Prestressed composite frame
The stress-bearing frame of the Aluminum extrusion machine body consists of an integral front beam ZG35Mn (thickness 1950mm) and a rear beam thickness 1800mm (materialZG35Mn), square prestressed sleeve (material ZG35) is a closed prestressed composite frame. Special hydraulic preloading tools are used to pull the An over-pressure tensile load is applied to the entire length of the rod, and compressive stress is applied to the pressure sleeve at the same time, so that the entire frame is in a stress pre-tightened state.The column prestress is above 115% of the maximum load.
(1) The center distance of the four stressed tie rods of the frame is symmetrical to the center of the press, so that the entire frame is stressed evenly. This can increase the squeeze
Accuracy of pressed products.
(2) Since the frame has a large bending resistance section, under the action of extrusion force, the frame elongation and bending deformation are small, so it is the frame can be fixed with horizontal and vertical guide rails at the bottom of the extrusion beam and extrusion barrel.
The centering adjustment is very convenient, and the upper frame can be used as an X-shaped moving guide rail for the extrusion barrel.
(3) There are two sets of elastic anchoring devices and foundation anchors at the lower part of the rear beam to make the rear beam fixed reliably.
Main working cylinder/side cylinder
1. The main working cylinder of aluminum extrusion press is a plunger cylinder, which is fixed to the center of the rear beam through four pressing blocks. The plunger diameter is Φ1740mm, and the medium pressure is 28Mpa. Under the action, it can produce 66.55MN extrusion force. The cylinder body is made of 20MnMo forged steel. After forging and tempering treatment in three sections, it is buried Arc narrow gap welding, processed according to GB\T6402\2008 II level flaw detection. The main plunger is made of forged steel. The outer surface Stainless steel cladding is welded to 2Cr13 with medium frequency treatment, surface hardness is HRC46~48, and polishing degree is 0.2um. V-ring used for master cylinder seal Combined seal, using copper sleeve inner guide
2. The two main side cylinders are horizontally fixed on both sides of the rear beam main working cylinder. The diameter of the side cylinder is Φ450/Φ320mm, which generates an extrusion force of 8.9MN and a return force of 4.4MN, which can realize the rapid forward, backward and extrusion of the main plunger. The cylinder block and piston rod are made of 45 forged steel quenched and tempered. The two-way seal and piston rod seal of the combined piston head adopt V-ring combined seals, and are guided by copper sleeves.
Hydraulic transmission and control system pump station
The pump station of the Aluminum extrusion press adopts an integrated design and is centrally arranged under the rear part of the oil tank of the press. It is composed of an imported German Rexroth electro-hydraulic proportional control axial piston variable pump and a Chinese-made stainless steel plate circulation filtration and cooling system. The piping system design adopts necessary buffering and anti-shock measures, such as cushioning pads, hoses or shock-absorbing hoses, and flexible rubber pipe joints that can absorb vibration. The main system consists of 10 355L/min plunger pumps and 10 320L/min vane pumps from the German REXROTH company. They are designed to be arranged and matched in a certain combination. They can generate a pressure of 28Mpa and a flow rate of 3350L/min to meet the needs of main and side work. According to the cylinder operating speed requirements, closed-loop adjustment of the extrusion speed of 0~21mm/s is achieved, and the extrusion barrel locking cylinder is matched with a dedicated oil pump. Isolation control valves are designed between each oil pump group. If the two mechanisms need to operate at the same time according to the program, they can not interfere with each other. It can realize functions such as isolation between pumps, no-load starting, pressure regulation and overload protection. The pump head electro-hydraulic proportional valve and electronic control device are imported with the main pump and connected with the press main control computer to achieve online control. The main oil cylinder, auxiliary oil cylinder, spindle cylinder, and scissor oil cylinder are integratedly controlled by logic valves. The sliding mold and supporting frame are integratedly controlled by three-position four-way electro-hydraulic reversing valves. Main hydraulic components: master cylinder reversing surface valve, overflow surface valves etc. The main control system oil pump station has a total flow rate of 3350L/min, and its oil pumps are individually controlled.
The design of each aluminum extrusion machine is to maximize the use of resources under the premise of ensuring quality, and has been in a leading position in the industry.






 Network Supported
Network Supported English
English فارسی
فارسی Español
Español عربي
عربي Türk
Türk
